Creating Ready-To-Go Molds
by Gary Chastain
RJG, Inc.
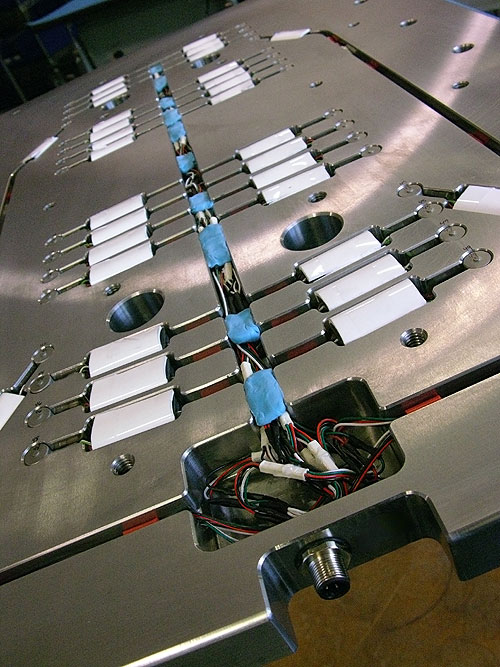
Sensors, such as RJGs Lynx Embedded Sensor Plate, allow molders to quantify if the mold can properly be packed without adverse effects.
You are a good molder. You can make any reasonable mold produce good parts. It may take a little time to tweak them in, but you do well most of the time. However, your customers constantly are beating you up when you send any bad parts. They expect absolute quality and price concessions – at the same time! In addition to these challenges, your competition is ruthless.
The scenario is all too familiar. Many molders understand how to tweak processes and have mastered all of the tricks of the trade, but knowledge of the trade is not enough in todays world; today, molders need to know and think like customers. Customers have to deliver high-quality parts, with shorter lead times and shrinking margins. What they need from their molder is a quick response and 100-percent good parts. Sound impossible? It isnt if the process starts with a Ready-To-Go mold.
A Ready-To-Go mold is defined as a mold that can be put in the press and set up by the least qualified molding technician, without breaking any rules. It can make parts predictably and quickly on cycle and can run unattended without adjustment throughout the run.
The mold must start with a good design of both the part and mold. Obviously, it also is important that the mold be built to exacting standards and thoroughly tested to ensure all items function as designed.
Always pre-flight the mold
Many important features of the mold should be checked before it is ever clamped into a molding machine. Coolant flow and pressure loss through the cooling channels should be quantified before sending the tool on to the molding room. Any moving cores or slides should be checked for freedom of movement with the mold pre-heated to the desired operating temperature. Also, if there is a hot manifold, it should be carefully checked for any potential problems prior to scheduling a tool tryout in a production machine. Once the basics are verified, it is time to perform a Rigorous Mold Tryout.
The objective of a Rigorous Mold Tryout is simple: Challenge the mold early and hard to avoid problems once the mold goes into production. It almost seems too obvious to mention, but many molders fail to perform this important phase of mold development. The reason is all too familiar: "There will be time to fix the mold after the customer approves the parts – we cant afford to miss this deadline!" The costs of rushing to market without robust tooling can be measured in more than just immediate bottom line profits. Rushing to market can degrade reputation, resulting in lost opportunities for future business and sometimes ending in severed customer relationships.
The tryout
A Rigorous Mold Tryout starts with following the directions from the material manufacturer. The barrel and nozzle (and, when applicable, hot manifold) temperatures should be set to deliver plastic at a melt temperature in the middle of the recommended range. Next, the mold must be filled as fast as possible, not because the process necessarily will run at that fill speed, but to make sure mold deficiencies arent a limiting factor. There should be no jetting, burning or flash when the mold is filled fast. DECOUPLED MOLDINGSM (a service mark of RJG) is a technique that separates the fast filling of the mold from the sudden stop when the end of cavity is reached. This technique should be used during all new mold tryouts to ensure that the mold is capable of running a robust process during production. At this time, it also is crucial to measure the degree of balance between the various cavities on a multi-cavity mold, and it is always good to check the balance at multiple speeds.
After filling, the mold must be pressurized to get a good imprint of the cavity and minimize the effects of volumetric shrinkage. It is important that any new mold be packed to a minimum pressure of 3000psi or 200mpa at the end of the cavity. Any mold that cannot be pressurized to this degree at the last area to fill without flash most likely will be problematic when normal viscosity variations of material occur during production runs.
As part of a Rigorous Mold Tryout, RJG believes it always provides beneficial insights to instrument the mold with cavity pressure and temperature sensors to see what is going on inside the mold. The sensors allow molders to quantify if the mold properly can be packed without adverse effects. It also is important to determine whether or not the gate is sealed after the cavity has been pressurized. Observing cavity pressure near the gate and seeing whether or not it is maintained after hold pressure is removed is the simplest, most effective way to determine gate seal. It also is important for molders to remember that it is extremely inexpensive to design and accommodate sensors into the tool design, and the sensors do not need to remain in the tool after launch. Sensors can be removed and utilized in future molds if they are not needed in production.
Since cooling is approximately 80 percent of the cycle, challenging the mold cooling system before a mold goes into production is crucial. Proper flow through each cooling channel should be verified before the mold ever leaves the tool room. During the Rigorous Mold Tryout, it is important to create a mold surface temperature map. Cavity pressure and temperature data can greatly assist in repeating cooling conditions in production runs as any changes to cooling will be evidenced by changes in the cavity pressure and temperature data. Additionally, if proper infrared camera equipment is available, a part temperature map at this stage also is very useful for documentation.
Any problems uncovered during this stage of the Rigorous Mold Tryout should be corrected before continuing. If any good parts are molded before the mold is corrected, they should be destroyed.
The next step in a Rigorous Mold Tryout is performed to wring out potential mold issues that may inhibit a robust production process. Process development involves developing a robust process and then adjusting tooling to reach consistent part quality requirements. The process will be a DECOUPLED MOLDINGSM process, which allows for separation of the filling and packing phases of the process to gain better control. Filling will be done on the machines first stage, is not pressure-limited and will be terminated on a stroke (screw) position with the cavities 95-99 percent full. Packing and holding will be accomplished utilizing the machines second stage pressure.
Filling the mold
With the melt temperature within the material manufacturers recommended range, a fill speed must be selected. Ultimately, the fastest injection speed that reliably produces quality parts should be selected. After setting the fill speed, the stroke distance then is adjusted to produce "fill only" short shots that are 95-99 percent full at the transfer position with no pack or hold.
Packing the mold
After filling, the cavities must be pressurized (packed) to compensate for the effects of shrinkage during cooling. With a DECOUPLED #2 process, packing will be done using the machines second stage pressure. Monitoring cavity pressure, the machines packing pressure will be increased until a minimum pressure at the end of the cavity of 3,000psi or 200mpa is reached. Generally, higher cavity pressures are more stable and less susceptible to short shots in production. Next, the machines hold timer is increased until the cavity pressure at the gate end of the part does not suddenly decay coincident with the end of holding time. This decay or "drop-off" in cavity pressure would indicate plastic discharging back through the gate. Gate seal time always should be determined and documented at the highest cavity pressure that will be used in production.
Cooling
Having already checked the mold cooling system in the pre-flight stage, the cooling portion of the actual process now must be optimized. The part needs to maintain its desired shape and be able to withstand the forces of ejection prior to opening the mold. Achieving both of those goals within the desired cycle time can require a significant amount of experimentation, but the economic rewards definitely are worth it.
Capability study
After development of the process, measuring true capability is the next step. The key here is to include normal variation in the study. This involves introducing a material viscosity change to the process and measuring the effect from inside the cavity. Plastic viscosity cannot be held constant, ensuring real capability cannot be measured without accounting for normal variation. The cavity pressure sensors will illustrate actual in-cavity variations related to pressure gradient, changes in peak, time to peak, etc. as viscosity variation occurs. This data directly is related to part quality characteristics such as flash, shorts, dimensional variation, strength, gloss and part weight.
Tool adjustments
The cavity pressure data and part quality inspection data from the capability study now can be used to make tooling adjustments. Because normal viscosity variation was introduced during the capability study, the steel can be modified based on the changes in part quality as a result of the viscosity variation. The goal is to make adjustments to the mold so that variations in viscosity during production still will render parts within specification callouts. It is one thing to produce a few acceptable parts in a controlled environment and send the mold to the production team. It is quite another to test true capability – including normal process variation – and then tune the mold steel so that all cavities run at the mean.
Most processors can make one good part with a poor mold. In order to stay competitive in todays arena, however, molding companies need strategies to guarantee total quality from concept to production. Ready-To-Go molds are an essential piece to the puzzle. Time wasted "tweaking" the process is expensive and has to be eliminated.
Process template
Once the mold is Ready-To-Go and a robust process has been developed, the next step is to save an electronic fingerprint of the process by creating a template that includes all graphical and numerical data related to the target process. The tryout team now can send the Ready-To-Go mold and the electronic template to the production facility. The production team should be able to put the mold in the machine and match the process. This saves valuable time and paves the road to seamless production launches.
To some, having molds that are Ready-To-Go may seem like an unachievable concept. It is a methodology, however, that streamlines product launches and ultimately will decide the difference between surviving and thriving for molding companies in the future.