Moving Beyond Traditional Mold Cleaning Methods
by Steve Johnson
ToolingDocs LLC
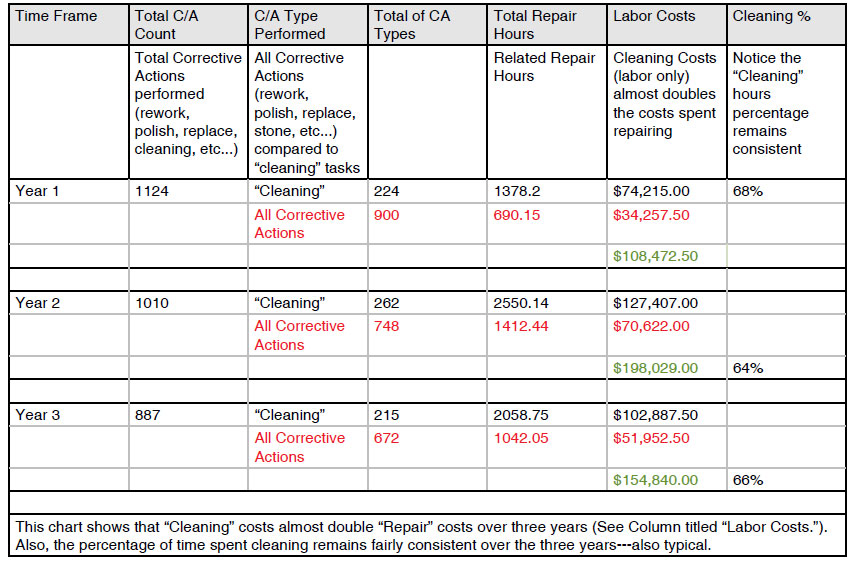
Corrective Action Report from a 20-press medical molder that targeted, and made great strides in, reducing total defects. When defect frequency drops, so do corrective actions, but percentage of cleaning time stays the same.
In the majority of molding plants around the globe, more labor hours are spent cleaning mold plates and tooling (see chart) than any other repair stage. There are two reasons for this: (1) clean plates and tooling are critical to maximizing mold life and the quality of the product; and (2) the vast majority of molds still are being cleaned primarily by hand.
New (and old) technologies in cleaning equipment that could drastically cut cleaning hours and reduce tooling damage are slow to catch on. The obvious reason for this is the ROI quandary ... is there really a more efficient way to clean molds other than by hand? How does one cost-justify new cleaning equipment when hand cleaning has been the norm for years? A two-part article series will address cleaning methods, myths and how to costjustify new cleaning equipment.
The Cleaning Culture – Different Strokes
Mold cleaning is a stage of repair during which maintenance slows to a crawl while repair techs remove, clean and reinstall hundreds of pieces of tooling, usually by hand, using techniques passed down through on-the-job training. Plants do exist where molds line hallways and toolrooms, taking up valuable bench space while waiting to be cleaned.
Other times, in order to meet production demands, molds get reset while still dirty or the cleaning process is rushed, which means tooling is subjected to more damage through hurried handling. The questions are asked, "Can we run it the way it is? Does it really need to be cleaned?"
In companies where firefighting is the accepted culture, the mold will be reset and started. If all the parts come out clean – hurrah! – it runs! Once this happens a few times, a culture is fostered, and it is assumed that molds only need to be cleaned when the residue level is bad enough to migrate onto the part or when the mold locks (galls) up. As one repair technician told me, "We run them until they squeak, leak or break."
Other maintenance strategies enlist non-skilled employees or toolroom apprentices to wash tooling and plates as fast as the repair technician can get the mold apart. This also is a bad plan because washing all track marks from the tooling and plates before evaluation makes accurate troubleshooting and mold condition assessments extremely difficult.
Over-cleaning, while not an industry epidemic, is accomplished primarily through too frequent cleanings using abrasive, hands-on methods like coarse scrubbing pads, emery cloth or sandpaper, stones and many kinds of machine-mounted brushes equipped with bristles made of assorted compositions, such as brass and steel.
For some companies, short production runs are the norm. In those cases, a mold might be in the press only a few hours or days versus weeks and months. In order to be more proactive, molds are torn down and cleaned when it is not necessary, opening the door for wear and damage through overscrubbing, component handling and mixed-up tooling.
Attitudes and Skills
Cleaning is not the popular stage of repair for employees who more enjoy the challenge of troubleshooting or machining. Hand cleaning typically is messy, monotonous and a potential health risk. In addition, there is a presumed lack of talent required to accomplish the task.
On the flip side, mold cleaning also can be the part of the job where typical tools consist of a soft chair, a cup of coffee, a good supply of cookies and a radio. Components and plates then are hand scrubbed with a variety of brushes, sandpaper and abrasive pads while critical edges and shut-offs slowly are worn away.
The cleaning stage of a PM usually does not require the skills of a top-shelf toolmaker. But, it also is not cost-effective to place this responsibility in the hands of a technician who is unfamiliar with the molds specific defects, its function or the critical seal areas of the tooling, or one who has "rough" tool-handling skills. Doing so will create continuous and difficult root cause discoveries of mold performance issues while inflating the tooling budget through the addition of dings, burrs, scuffs (there is a difference) and rounded-over edges, along with premature plating or steel wear. These types of issues start many of the fires that are present in a reactive system that does not continuously track and count defects and corrective actions.
Cleaning Schedules and a Cleaning Checklist
The idea of systemizing mold maintenance is structured around establishing consistency in repairs required (mold performance) and repairs performed (maintenance) based on cycle counts (see Maintenance by Numbers, Plastics Business Fall 2011). Freelancing techniques on a "clean after it needs it" schedule greatly affect mold reliability, part quality and the tooling budget. To be cost effective, mold cleaning must be performed
- At specified cycle frequencies (within an accurate range).
- Using specific instructions for varying levels/depths (in-press, wipe down, general, major) needed at specific frequencies to get consistent results.
- After troubleshooting mold and part defects (sequence is everything).
- After corrective actions have been made.
- After new tooling has been engraved with position number and installed.
Determining an accurate cleaning schedule is a critical part of the RCM (Reliability Centered Maintenance) strategy that many shops are using. Scheduling factors include the following:
- Type of product (volumes, quality requirements)
- Type of resin (processing requirements, fouling characteristics)
- Type of mold (close tolerance, high cavitation, wear characteristics)
Cleaning instructions and frequencies should be determined by visual and physical (measuring) inspections after a known number of cycles. At that point, technicians should look for residue buildup in vented and non-vented areas of tooling and plates, steel/plating wear and track marks (minor scoring of moving tooling) and water lines. It is important to learn how many cycles molds safely can run and to document observations concerning residual accumulation and wear. Doing so underscores the significance of accurate observations. If not, mold cleanings will be taken for granted as a non-critical function, and expensive mold tooling gets treated like rusted garden tools.
For molds to be reliable, it also is critical to know the internal grease level and condition of gear racks, seals and o-rings, internal pins and bushings, sliding cam blocks and other moving components, along with water line and bubbler contamination, hot manifold weepage, rust and corrosion from water leaks or condensation. All long-running molds should have in-press servicing procedures, frequencies and maximum cycle counts that are adhered to as much as possible. There are many areas of a mold where excess grime can cause problems that wont be first flagged by residue or water leaching out onto the product/part.
Many molds have self-cleaning vent passages, meaning – in toolmaker terms – that they are highly polished. Cleaning and then polishing vents to a SPI #A3 finish or better prevents the residue from adhering to the rougher surface that milling or grinding leaves, allowing the residue to be blown into the larger vent dump area. This keeps the vents cleaner longer and also allows potential cycle increases between cleanings. The amount of residue present in the vents and dumped at a particular cycle count will be a huge factor in determining cleaning schedules.
Not checking the contamination level of water lines on a scheduled frequency is an industry epidemic that needs to be a focus before problems such as a decrease in cycle time, flash, dimensional issues and others are first flagged by quality assurance or production. All it takes is .030 (basically a 1/16 reduction of the ID) per side of rust or calcium to form on the ID of a waterline to reduce cooling efficiency by 60 percent!
How Clean Is Clean Enough?
The type of fouling (chemical make-up and physical characteristics) or residue the molding process leaves behind on your tooling will help determine your cleaning requirements.
Many resins contain stabilizers, fillers or release agents that leave residue in the form of grease, light oil, yellow waxy film, rust or white-colored dust. Some resins, such as PVC, will create hydrogen chloride gasses and are corrosive to many types of mold steels. Other resins with flame-retardants, which contain antioxidants, will plate-out and attack steel over time.
Some types of color pigments stain steels, leaving a build-up that can be very difficult to remove. Even plain water will do harm if left on untreated mold surfaces too long.
In true RCM mode, molds only are cleaned as much as is necessary to carry them through a predetermined number of cycles at an acceptable level of quality without causing unnecessary damage to plates and components. Scrubbing or sandblasting all oxidation stains and discoloration off even non-critical tooling and plates not only is a waste of time, but also opens pores that allow rust to form. That rust will slowly erode the surface and edges, requiring replacement long before it should be necessary.
Unfortunately, it only takes minutes of run time to acquire initial staining on unplated, untreated and non-stainless surfaces. This easily is seen in molds that are thoroughly cleaned, run for a couple of hours and then pulled for a changeover. What is important here is to get the surface relatively clean. The plates dont need to "shine" to do their job. An adequately cleaned plate with the proper rust protection is the key to longevity. Always use a rust preventative so corrosion and residue gassing do not take root in the steel. These can easily be removed with non-abrasive techniques that will be discussed in the second part of this article, to appear in the Winter issue of Plastics Business.
Also used to abrade the surface of molds are high-pressure blasting units using a variety of media, such as glass beads, walnut shells, lead and aluminum. If used frequently or in an unregulated maintenance environment, these abrasive methods slowly pound the surface of steel like microscopic chisels, causing residue to adhere to the now super-porous surface. This is a primary reason molds experience quick residue build-up, excess wear, premature tooling failure and flash defects.
Proper scheduling and the use of the right cleaning equipment for your molds and processes, combined with documented methods and frequencies, can reduce cleaning hours by as much as 50 percent and considerably reduces tooling wear. This makes the ROI on cleaning equipment less than 60 days, in many cases.
Typically, the best method will involve two or three different technologies designed to clean specific types of residue. These technologies will be addressed in the next issue of Plastics Business, along with their cost justification.
Steve Johnson is the operations manager for ToolingDocs, a provider of mold maintenance training and consultation based in Ashland, OH. He designed and developed MoldTrax™, a documentation software system for tracking mold performance and maintenance. To learn more, call 800.257.8369 or visit www.toolingdocs.com.