Simple Solutions with Auxiliary Equipment Solve Problems and Increase Productivity
by Doug Brewster
The Conair Group
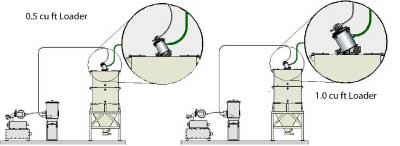
Figure 1: Switch some or all of your older, smaller receivers to larger-capacity receivers.
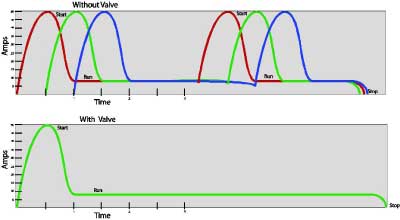
Figure 2: Consider buying a valve for the pumps (such as an Idle Mode Valve or Vacuum Relief Valve) so they wont need to be shut down completely between loading cycles, which saves energy.
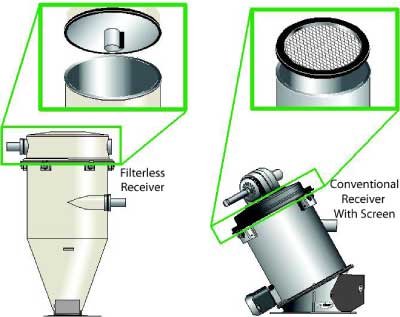
Figure 3: Consider purchasing application-specific loaders designed for conveying dusty regrind.
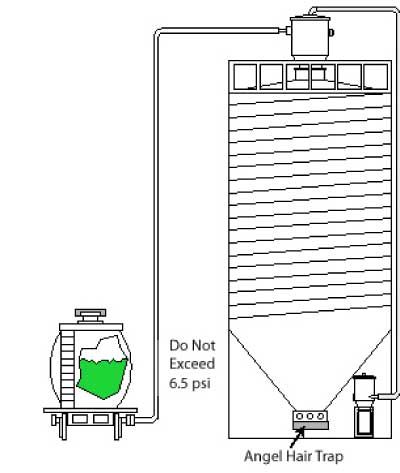
Figure 4: When material is received, limit railcar/truck unloading pressures to 6.5psi maximum
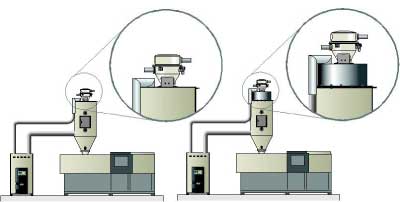
Figure 5: An easy and inexpensive way to increase capacity is to add an extension on the top of your existing hopper.
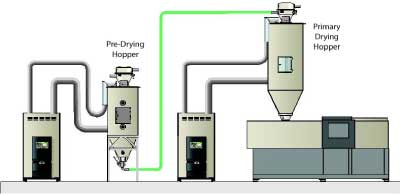
Figure 6: Running the two dryers in tandem can provide added capacity in a pinch.
In today's challenging economic climate, you probably are looking for ways to improve productivity, save energy and solve problems. Well, there are plenty of companies out there – Conair included – that have new equipment and new technology available to make your plant the model of modern efficiency. But what if you don't have the budget to say, "Out with the old and in with the new?" Aren't there ways to make significant improvements without spending a lot of money? The answer is a definite "yes." Here are several ideas for getting big results with a minimal investment.
SITUATION: We've added new equipment, including additional vacuum receivers. Now, however, our vacuum pumps seem to be running constantly and still they can't keep all the receivers filled. Machines sometimes are shutting down for lack of material. Do I need to expand or replace my material-handling system? What's my simplest option?
SOLUTION: Switch some or all of your older, smaller receivers to larger-capacity receivers (Figure 1). Your central vacuum pumps won't have to cycle as often to refill the larger receivers. This will increase capacity and save wear and tear on your pump, too. For instance, if you have a 5hp pump conveying to 0.5-ft3 (14-liter) receivers over a maximum of 100ft (30.5m), your system will have a maximum conveying capacity of 3,600lb/hr (1,636kg/hr). However, if you had 1.0-ft3 (28-liter) receivers, your system (with the same pump and other equipment) would have a conveying capacity of 4,400 lb/hr (2,000 kg/hr)... a 22-percent increase. So, if you need a little more capacity and don't want to invest in another pump, dust collector and all the other controls and equipment needed to expand an existing system into two separate systems, consider getting a few larger receivers and gain capacity that way.
While you are at it, consider buying a valve for the pumps (such as an Idle Mode Valve or Vacuum Relief Valve) so they won't need to be shut down completely between loading cycles, which saves energy (Figure 2). When a pump starts, it draws far more current than is required to keep it running. By allowing the pump to continue running between loading cycles, the high in-rush current demand is eliminated, which reduces energy costs; wear and tear on the starter, motor and blower are reduced, which extends service life; and the instantaneous conveying rate is improved by eliminating start-up time.
SITUATION: Lately, we've been running a lot more regrind. Re-using product scrap allows greater material utilization and incorporating post-consumer scrap helps us meet environmental responsibility objectives. But the lighter weight regrind can be difficult to handle and the dust forces us to do a lot more loader maintenance.
SOLUTION: Consider purchasing application-specific loaders designed for conveying dusty regrind (Figure 3). Conventional loaders with screens work very well with virgin pellets, but when conveying regrind, they can become laden with accumulated dust, decreasing the performance of your conveying system. A filterless loader uses a patented continuous reversal of vacuum air that provides dramatic air/material separation without relying on screen filtration, so it can handle all types of materials, including regrind. Filterless loaders can convey dusty materials and free-flowing powder larger than 100 microns in diameter.
To make sure you are getting the proper ratio of regrind to virgin, consider purchasing a ratio valve with an independent control that can be retrofit to any loader even if your existing control does not have a ratio-loading feature.
If you are using fluffy film scrap and combining it with virgin pellets in a blender, consider retrofitting one of the blender hoppers with a flow-inducing auger. Lightweight film and sheet flake can bridge in the hopper so that none drops into the weigh bin and the regrind hopper acts as if it were empty even though it is not. The flow inducer keeps material moving while the blender is metering, ensuring consistent flow of material and less down time.
SITUATION: Most of our material is delivered in bulk via railcar or truck, and we have a chronic problem with long, thin threads of plastic that gum up the filters in our loaders. Would filterless loaders help in this situation?
SOLUTION: Filterless loaders might help, but you don't want to have to replace all your conventional receivers, do you? What you are referring to is called "angel hair" and it is created when plastic is conveyed at high speeds from one location to another. This even can occur in the plastics manufacturing plant, before it is shipped to you. As the plastic travels through conveying lines, pellets smear onto the walls of the tubing. They build up and eventually break off, creating small streamers that look like strands of hair. You can install an angel hair remover or trap that filters them out as pellets are conveyed from the silo, but the best idea is to prevent it from forming in the first place.
When material is received, limit railcar/truck unloading pressures to 6.5psi maximum (Figure 4). It's a good idea to place a sign at the connection point on the silo warning personnel not to exceed the maximum 6.5psi unloading pressure from the bulk trucks. You also can use conveying tubes with spiral grooves or "rifling," which greatly reduce or eliminate the creation of streamers. Use high-wear elbows in the bends of the tubing to eliminate streamer build-up in these areas.
SITUATION: We've been running higher throughputs on some of our molding machines, and some of our drying hoppers aren't big enough to allow the residence time recommended by the material supplier. That may be why we occasionally have quality problems that seem to be moisture-related. Do we need to buy new dryers?
SOLUTION: If it is only a matter of residence time and the existing dryer has enough airflow to handle the higher volumes, you simply need a bigger hopper. And an easy and inexpensive way to increase capacity is to add an extension on the top of your existing hopper (Figure 5). If, on the other hand, you also are limited by the airflow capacity of the dryer itself, you may need to try something else. If there is a spare dryer, why not consider using it to pre-dry the material for a couple of hours before you convey it into the primary dryer? Running the two dryers in tandem (Figure 6) can provide added capacity in a pinch.
SITUATION: Every once in a while, some of our blenders will alarm for lack of material, even though they have been properly sized for the application and are connected to a central loading system that we know is operating properly. There doesn't seem to be any rhyme or reason to it. It just seems to happen sometimes and not others.
SOLUTION: Your problem probably is not in your blender, but in the loader on top of whatever bin is alarming and in the central loading system control. Most of these loading systems are designed to poll each loader on the pump circuit sequentially. When a loader indicates it requires filling, the system will convey material to that loader before moving on to check the next loader, and the next and so on. If the loader on your blender bin is not quite ready to request material when the system queries its control, it will move on to query other loaders on the system. Let's say that, coincidentally, there are 10 other loaders on the circuit that request material before the controller can again query the loader on your blender. It may be five or 10 minutes before the system gets back to your blender loader. That's more than enough time for the loader and blender bin to empty completely and for the blender to alarm for lack of material. This really can be maddening because it only happens when multiple loaders on the system call for material after the loader on the blender has been polled.
There are control systems that allow you to give priority to certain loaders over others, but a simple solution is to add a high-hat extension between the loader and the blender bin. The bin now holds more material so, when the loader calls for a refill, there will be more material remaining in the blender and it will have the capacity to continue feeding even if it has to wait a long time to be filled again.
SITUATION: Occasionally, our vacuum system overfills a receiver and material backs up into the flex hoses at the machine. Why does this happen and what can we do to prevent this situation?
SOLUTION: It sounds like the vacuum pump is running longer than is necessary to fill the receiver, and this can happen occasionally when the control of the pump is time-based. This can happen if an operator incorrectly sets the pump to run too long, but it also can happen by mistake when you change material sources. Some materials, like urethanes, are more difficult to convey and so the pump needs to run longer to fill the receiver. Then, if you switch to a material that flows more easily and don't reset the fill time, the pump could overfill the receiver. The same thing can happen if you switch from material stored in an outdoor silo to material in a gaylord near the machine. Because of the distance between the silo and the receiver, you may need a fill time of 25 seconds. However, since the gaylord is right next to the machine, a fill time of seven seconds may be all that is needed. If you don't change the pump timer when you begin drawing material from the gaylord, the pump will continue to run for 25 seconds and overfill the receiver.
The solution is simple: make sure to reset the pump timer every time you change material sources. Or, if you don't want to have to worry about that, you can add a fill sensor to your receivers. When the sensor recognizes that the receiver is full, it overrides the time-based control and signals the pump to stop conveying.