Ensuring Product Purity in Plastic Recycling
by Don Suderman
Bunting Magnetics Co.
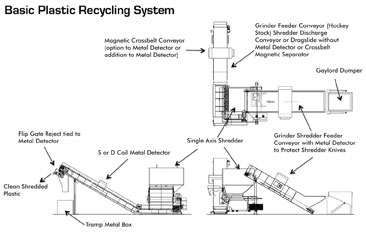
Figure 1 shows a basic plastic recycling system for shredding postconsumer or internal scrap plastic.

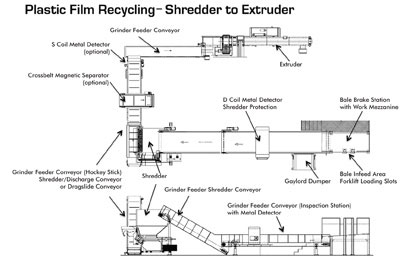
Figure 2 shows an example of a shredded film to extruder system.
Product purity is an extremely important consideration in plastic recycling. Whether processing is done for in-house production or regrind is prepared for resale, a major factor in achieving product purity is eliminating metal contamination. Removing metal from recycled plastic cannot be done with a single piece of equipment, but requires a series of magnetic, metal detection and conveying components engineered as a complete process or system. Although a plastic recycling system can take any number of configurations, this article will feature two typical plant layouts showing how metal contaminants can be eliminated.
A simple plastic recycling system
Figure 1 shows a basic plastic recycling system for shredding postconsumer or internal scrap plastic. The key components are labeled.
Product purity in a basic system such as this begins when postconsumer, internal scrap or purgings are fed into a shredder or grinder. Typically, a shredder infeed conveyor is used to feed material into the shredder, and a discharge conveyor is used to convey the shredded material to secondary processing. At this point, key magnetic and metal detection equipment should be added to the system to protect equipment and ensure product purity.
A tunnel-style metal detector is used on the infeed conveyor to detect larger pieces of metal, which can damage the shredder and grinder knives. The metal detector should be set to stop material flow on the infeed conveyor belt when metal is sensed, permitting manual removal of the contaminant. This critical first step in the product purification process protects shredder knives.
Metal detector sensitivity generally is based on the aperture opening size. The infeed conveyor metal detector usually has a large aperture to handle the flow volume at this point, and thus will have a lower sensitivity than smaller aperture detectors used downstream. The infeed conveyor tunnel-style (sometimes called loop-style) metal detector should be specified with the smallest aperture possible to maximize detection sensitivity, yet large enough to handle the flow size and volume of the raw material input. Even large metal detector coils are very capable of sensing larger pieces of metal that may be inside a purging or even inside a bale of film or carpet.
Capturing metal at this point can eliminate or minimize expensive rotor or knife repairs and nonproductive downtime. It also is far more productive to remove larger contaminants before shredding than to detect and remove hundreds of miniscule metal pieces that have been shredded. Clearly, no standard off-the-shelf metal detector is appropriate in such situations. Plastic recyclers should work with a knowledgeable metal detector supplier that can address any of the myriad application scenarios possible.
It also is important that the shredder infeed conveyor with a metal detector be designed as a basic part of the system to maximize effectiveness and return on investment. To minimize vibration faults, engineers designing such systems should ensure that the conveyor does not come in direct contact with the shredder. And, to minimize outside stray electromagnetic field interference, shredder control panels and drives should not be positioned near the coil. Gaylord dumpers or other infeed devices should not be in direct contact with the infeed hoppers, because that can cause shock or vibration faults. Finally, to maximize metal detector sensitivity and effectiveness, the conveyor should be designed with appropriate metal-free zones, nonmoving metal zones, a nonmetallic belt splice and a welded frame with isolation features.
An additional horizontal feeder conveyor may be required ahead of the inclined conveyor on larger systems. In such cases, the metal detector can be placed on the lower horizontal feeder conveyor, making metal contaminants easier to remove at ground level. Metal detectors on these units even may be mounted on independent stands to further isolate the detector coil from the shock loading of purgings or rolls of film being dropped onto the conveyor. While this adds some expense, it often produces a smoother running system in high-volume operations.
The second essential step toward product purity involves magnetic and/or metal detection separation after the shredding process. Shredded plastic usually is conveyed from a shredder by means of a "hockey stick"-style belted shredder discharge conveyor. The shredded plastic should be further cleaned as it is being conveyed from the shredder up to a secondary grinder/granulator, a Gaylord box or an extruder.
A plate-style under-belt metal detector on the inclined section of the hockey stick shredder discharge conveyor will sense all forms of metal contamination, including aluminum and both ferrous and nonferrous metals. A conveyor flip gate on the discharge of this conveyor then can separate out any metal contamination from the shredded plastic material without stopping the shredded product stream, by sensing the metal as it goes over the metal detector. In certain installations, the metal detector should be combined with an overhead magnetic overband/crossbelt conveyor to minimize metal detector rejections by removing most of the ferrous metal contamination ahead of the metal detector. In cases where ferrous metal contamination is minimal, a plate magnet suspended over the inclined belt ahead of the metal detector may be sufficient. This added magnetic protection reduces the amount of plastic rejected along with any metal contamination. Running this discharge conveyor faster than normal lowers the product burden on the belt, improves magnetic ferrous removal and reduces the volume of product rejected by the metal detector.
Plastic film recycling to an extruder
An example of a shredded film to extruder system is shown in Figure 2. As mentioned previously, larger recycling systems of this type usually call for an additional horizontal metal detection inspection conveyor, prior to the inclined feeder conveyor, to inspect the film after the manual bale break station. It is possible to lengthen this horizontal feeder conveyor to accommodate multiple Gaylord dumping stations along one or both sides of this conveyor. And, depending on the method utilized to load material into this system, a separately isolated metal detector mounting base might be appropriate to minimize vibration interference.
On the output side of the shredder, a magnetic crossbelt conveyor is recommended to separate any metal fines not detected on the input side of the shredder. This removes as much fine ferrous material as possible from the stream prior to the under-belt metal detector.
Plastic film exiting from a shredder often clings to fabric discharge conveyor belts because of static cling, causing a housekeeping issue under the conveyor. Antistatic belts and grounded conveyors may help, but not eliminate the problem. One possible solution to a static cling problem is a beltless enclosed drag-style conveyor to move the shredded film from the shredder directly to the extruder infeed. Although this eliminates static carryover issues, it prevents installing a metal detector between the shredder and the extruder. In such cases, the drag slide conveyor usually is equipped with an extremely strong rare earth plate magnet in the discharge chute area.
Finally (depending on the eventual use of the extruded plastic), additional magnets and metal detectors often are very useful downstream. Product purification is a process, employing multiple magnets and metal detectors in the product stream. Downstream equipment usually has a smaller aperture to detect even finer pieces of metal. The exact type of equipment and number required may vary depending on whether the plastic is in flake or pellet form at this point.
When ground plastic pneumatically is conveyed from the granulator to storage, several additional pneumatic and/or gravity metal detectors can be installed into the system. These perform a final inspection, ensuring maximum purification before the product is sent to a silo, Gaylord box or extruder. Such smaller aperture, higher sensitivity metal detectors are excellent for final removal of all forms of metal fines.
If the plastic has been extruded into a pelleted form, an extremely strong rare earth drawer filter and/or machine-mounted metal detector can be positioned directly on the throat of the machine for maximum protection. These extremely strong cartridge magnets can catch and hold ferrous fines even if inside a pellet. If ferrous and nonferrous metal contamination occurs at this point, placing a magnetic drawer filter directly atop a machine-mounted metal detector will provide the additional protection to eliminate all metal contamination and minimize good product pellet rejection.
Summary
Product purification in plastic recycling is a process requiring multiple key components for eliminating metal contamination through the shredding process. With key magnetic separation, metal detection and material handling equipment in place, carefully selected to complement each other, those recycling plastics can achieve greater productivity and produce purer product. These basic components should be incorporated into the shredder or grinder system when it is first installed, to ensure adequate equipment protection and maximum product purity.