Mold Filling Simulation ... Under Pressure
by John Ralston
Beaumont Technologies, Inc.
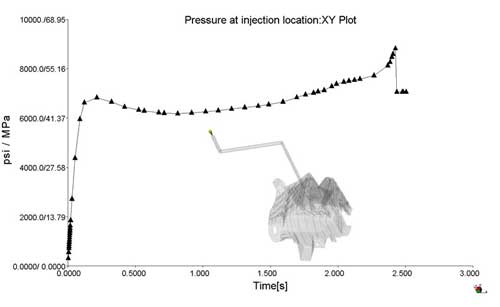
Figure 1: If the machine switch-over to pressure control is close to the point where the cavity is completely filled, then it is possible that the cavity will experience hydrostatic conditions. This will be evident through a rapid rise in the cavity and machine pressures.

Figure 2: Choosing a wrong solution platform may cause inaccurate results.
Question: I did a mold filling simulation on a new part and mold design to ensure that we had enough pressure available to fill the part. However, the analysis under-predicted the pressures by 20 percent, and now I am on the verge of being pressure limited. I have to go back and rework the mold or find a molding machine with more available pressure. Is this a common problem with CAE? Why is the analysis prediction so different from the actual results?
Answer: For those who use mold filling simulation (a.k.a. "CAE") or contract outside consultants to provide simulation results, it probably is no surprise to hear that in many instances, the simulation's pressure results do not match closely with the actual injection molding process results. The key is to understand why this happens and to adapt the results accordingly. Perhaps it's also appropriate to change how the analysis is approached from the beginning.
There are several reasons why simulation could under-predict or over-predict filling pressures. First, determine if it is a problem caused by software limitations or an error related to the comparison of the actual injection molding process. In order to determine the reason why the pressure prediction is not the same as the actual molding, Beaumont Technologies recommends the following two-step troubleshooting process:
Step One: Compare analysis to molding results.
First, it must be determined if the analysis truly reflects what is being molded. Following are some common items to review when setting up an analysis to replicate an injection molding process:
Compare analysis settings vs. machine set-up: Simulations allow the user to specify an injection time or volumetric flow rate, while injection molding machines normally have an injection profile. Profiles may ramp up from a slow rate to full velocity and then ramp down again prior to the end of the filling phase. Even if the molding machine is programmed to have a constant velocity, the ram will not move at a constant speed as the ram can not instantly change velocities. The same is true at the end of the filling phase. Profiles on the machine most likely will require less pressure than the constant velocity that is typically used for most CAE flow simulation analyses.
Review the machine switch-over point: If the machine switch-over to pressure control is close to the point where the cavity is completely filled, then it is possible that the cavity will experience hydrostatic conditions. This will be evident through a rapid rise in the cavity and machine pressures (Figure 1). In multi-cavity molds, these pressure spikes also can occur due to filling imbalances. For example, the machine may be set to switch over when 95 percent of the shot has been injected. But if an imbalance exists, some cavities may be full while others are only 60 percent full. The full cavities will see a significant pressure spike again due to the hydrostatic pressure conditions. Be sure to compare the switch-over point used in the analysis to what is set on the machine.
Account for screw conveyance and machine nozzle losses: Many CAE analysts do not model the machine nozzle geometry, nor do they consider the pressure required to move the ram. If the nozzle geometry is not accounted for, then the pressure loss through the machine nozzle and screw conveyance losses need to be added to the analysis results for a more accurate pressure prediction. As a rule of thumb, add 3kpsi (up to 5kpsi) to the analysis results to account for these losses. This rule of thumb certainly is affected by the design of the nozzle (shut-off nozzle, extended nozzle, diameters and length of the nozzle including the orifice size, etc ...) and material being molded, so be aware of the design and its impact on pressure loss. If possible, do a pressure loss study on the machine's nozzle ahead of time, being sure to use the material for the part being analyzed, and record the number for future use upon completing the simulation.
Correct mold and melt temperatures: In addition to the injection rate, the mold and melt temperatures used in the analysis also must be conveyed to the processor so that those temperatures are used in the process. High mold and melt temperatures will lower the viscosity and decrease the actual pressure. The melt temperature used in the analysis is NOT the barrel or nozzle settings.
The best way to measure the melt temperature is with an air shot and a hand-held pyrometer. There are procedures written and available to the industry on how to properly check the actual melt temperature. The mold temperature specified in the analysis is the temperature at the plastic/metal interface, NOT the temperature of the coolant or setting on the thermolator. The coolant temperature typically will be lower than the temperature at the plastic/metal interface. It also should be noted that if a cooling analysis was not performed, the CAE software assumes perfect uniform cooling, which in most cases does not replicate the true molding process.
Step Two: Verify the analysis inputs.
Once it has been verified that the molding process has been closely replicated, the next step is to verify the analysis inputs. Major areas of concern when setting up an analysis include the following:
Analysis selection: There are multiple solution platforms that can be used for a filling analysis. Depending upon the software vendor, these could include 2D, Midplane (2 ½ D), Dual Domain, Hybrid 3D and Full 3D methods. The decision to use a particular solution method is complex and based on the scope of the problem, part complexity and the degree of accuracy required. Choosing a wrong solution platform may cause inaccurate results (Figure 2). Be sure to ask questions of the CAE analyst or supplier to verify that the problem can be solved effectively and efficiently on the chosen solution platform.
Inaccurate modeling: Ensure that the entire feed system is modeled, including the sprue, runner system and gates. This applies for hot and cold runner systems, or hybrid systems (hot-to-cold). There is a pressure loss associated with any channel that the melt flows through, and the feed system contributes significant portions of the total pressure loss.
Material characterization: This is an area where a lot of variation could be introduced. A simulation's calculations for flow, temperature and pressure are highly dependant upon proper material characterization. In most cases, the material database supplied with the CAE software is limited, which presents a problem when performing an analysis for specific jobs. To compound the problem, even if the exact material, supplier and grade are listed in the database, the data may not be valid for several reasons.
For example, improper rheological characterization or the use of generic family data (Generic PVT) may inaccurately represent a specific material's rheology. Single point thermal conductivity or specific heat values verses tabulated data also may cause problems. The best way to ensure proper results is to have the material tested based on individual analysis requirements. The drawbacks with material testing for each project are the added expense and time required. Another option would be to run verification analyses concurrently with the actual analysis. This can be accomplished by analyzing an existing mold.
Summary
There are many variables that can contribute to inaccurate results with CAE flow simulation programs. This article has discussed the major sources for error, but there certainly are others to consider. The key to obtaining the best results is to understand the injection molding process, how it relates to flow analysis simulation and the limitations and assumptions made in the software code. When choosing to outsource flow simulation, perform the appropriate homework and find a CAE consulting source that understands these issues and can react appropriately to provide the best results available with today's technology. The key to making simulation successful is having someone with the ability to interpret the results ... not just the ability to export pretty pictures into a PowerPoint file.