Cold Runner to Hot Runner Retrofit
by Jim Bott
INCOE
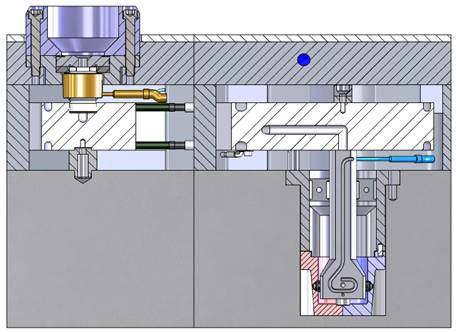
Figure 1: A hot edge-gate nozzle can eliminate the cold runner altogether.
While paging thru my archives, I realized that while a great deal has changed in injection molding technology since the mid 1980s (when my career began), basic cold runner molding practices developed in the beginning of injection molding history have not.
The reluctance to implement hot runner technologies in place of cold runner melt delivery potentially is costing molders tens to hundreds of thousands of dollars annually. (This is not an exaggerated figure and held true in the example I included in this article). Noted, there are required reasons for molds with only cold runner applications, but the most common arguments – simplicity and cost relative to hot runner – seldom are valid.
Throughout history, many similar articles have been published demonstrating results "before" using cold runner and "after" retrofitting to hot runner. Time after time, numbers show payback in a short period of time after the investment. Translation: Money Maker. The question to ask: Is there an economically valid reason for not advancing from cold runner to hot runner technology? Or is the reason based on limited or biased input?
There are valid reasons for cold runner use, including requirements for robot part removal, avoiding gate blush on Class A surfaces and reducing mold cost relative to the expense of a hot runner. In the following example, however, hot runner technology provided a clear advantage.
A multi-cavity, removable home appliance lid mold was transferred to a molder. Located in the center of the part is a window. Within the window of each part was a cold runner, feeding the part with three cold runner edge-gates. Those runners were fed by a cold runner "tree", making this a three plate mold. The added mold complexity directly resulted in added mold mechanism maintenance and downtime. Additionally, the need of the molds runner stripper plate movement required additional machine stroke that slowed the overall cycle time. Furthermore, prior to using hot runner technology, the shoulder bolt ejection stroke movement was speed-profiled, slowing the motion, as to avoid mold breakage. The remaining cold runner material also added risk of part contamination for the molded parts, which were required to withstand impact and be aesthetically appealing.
This molder realized the three plate mold was costing it money. The mold open movement was involved, and components required for that mold action commonly failed. Not knowing all of the available hot runner options, the initial intent was to eliminate the three plate approach by using a hot to cold solution. This approach eliminates the mold runner stripper plate, putting in place a hot runner manifold with the nozzle drops gating into a cold runner. The small cold runner fed the part with three spokes and was held in the mold with sucker pins. These pins are fragile and prone to breakage. Once damaged, the tool would need to be disassembled to access and replace these pins, but this option was considered a major improvement over the existing condition.
After review, the molder followed the recommendation to completely eliminate the cold runner altogether. This could be accomplished by selecting a hot edge-gate nozzle approach (Figure 1). For part strength and appearance, even material melt properly delivery through each hot gate to these parts was critical. To obtain that requirement, Opti-flo™ technology, a patented melt management solution, also was used.
After implementing the hot runner technology on one mold, additional profit margins quickly were realized. This led to the retrofitting of three additional molds. Comparing the pre-existing cold runner to the hot runner retrofits yielded the following gains:
- Cycle time reduction: 8 percent
- Total Part Cost Reduction: 12 percent
- Material Regrind Reduction: 100 percent
- Part Scrap Rate Reduction: up to 3.77 percent
- Payback for total investment: Less than 3 months
- – Data provided by Dana Foster, Thogus
If that isnt enough for a molder to reevaluate the current margins and opportunity for gains, consider the following:
- One parting line on the mold reduced the complexity and number of moving parts which resulted in reduced mold maintenance when comparing the hot runner technology to the three plate approach.
- The grinder for grinding the cold runner now is removed, adding floor space and a quieter environment. The hot runner temperature controller often can be placed, included or mounted on the machine as to not negate the gained floor space.
If you are a MAPP member and attended the 2012 Benchmarking Conference, you know that small improvements – as little as one percent – will result in higher profit margins and/or winning the program. The specific solution used in this article is not the point. Rather, the point is that hot runner technology that best fits your application, material, shot size, output volume, etc. very likely exists and you do not even realize it.